.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
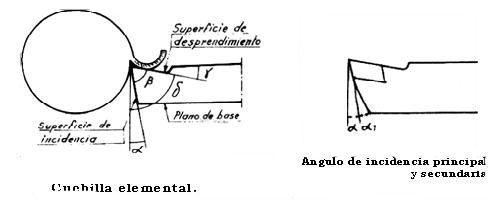
LOS ELEMENTOS PRINCIPALES DE UNA CUCHILLA SON:
1.
Filo: Es la arista cortante en posición de corte
frontal de la cuchilla respecto a la pieza.
2. Superficie de desprendimiento o ataque:
Es la cara de la cuña sobre la que desliza el material desprendido
cortado frontalmente.
3. Superficie de incidencia:
Es la cara de la cuña que queda frente a la superficie trabajada
de la pieza en corte frontal.
4. Corte principal: Es la
arista de corte de la cuchilla en posición de corte lateral respecto
a la pieza.
5. Contrafilo: Denominado
también corte secundario, es la otra arista de la cuchilla que
forma la punta cortado lateralmente.
ÁNGULOS
DE LA CUCHILLA EN ATAQUE FRONTAL A LA PIEZA:
Son los ángulos que definen la posición de las superficies
de la cuchilla:
1. Ánqulo de incidencia del filo
pricopal (a): Es la formada por la superficie de incidencia
y un plano perpendicular al plano base que pasa por el hilo.
2. Ángulo de incidencia secundario
(a): Ángulo con que se afila el mango cuando la
cuchilla es de pastilla, es unos dos grados mayor que el de incidencia
del filo pricopal.
3. Ángulo de filo (R):
Es el que forman las superficies de incidencia y de desprendimiento o
ataque.
4. Ánqulo de desprendimiento o ataque
(p): Es el ángulo formado por la superficie de
desprendimiento o ataque y el plano paralelo al plano base que pasa por
el hilo
5. Ángulo de corte (o):
Es el comprendido entre la superficie de desprendimiento de la cuchilla
y un plano perpendicular al plano base que pasa por el filo.
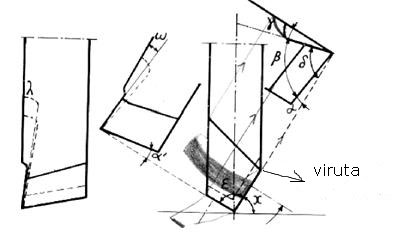
Ángulos principales de una cuchilla
5.
Ángulo de inclinación longitudinal (A):
Lo forman las intersecciones de un plano perpendicular al plano
base que pasa por el eje de la herramienta, con la superficie de desprendimiento
y el plano base. Este ángulo si la superficie de desprendimiento
tiene pendiente hacia atrás, será positivo y negativo si
es hacia la punta de la herramienta.
6. Ángulo de inclinación del
filo (w): Lo forman el filo principal y el plano base.
7. Ángulo de posición (x):
Se denomina también "ángulo del filo principal",
y es la proyección sobre el plano base del ángulo formado
por el filo con el plano de la superficie trabajada o con el de rotación
de la pieza, si ésta es cilíndrica. Caso, el eje de la herramienta
ser perpendicular de la superficie trabajada, el ángulo de posición
coincide con el de oblicuidad del filo.
INFLUENCIA
DE LOS ÁNGULOS DE LA CUCHILLA EN MECANIZACIÓN:
La variación de los ángulos que forman entre sí los
planos principales del extremo afilado de la cuchilla elemental influye
mucho en el desarrollo del trabajo de ésta.
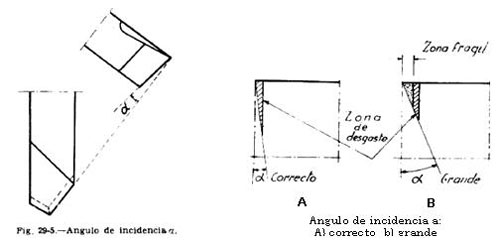
1. Influencia del ángulo de incidencia:
Si es demasiado pequeño, la cuchilla no penetra bien y roza excesivamente
con la pieza, lo que conlleva un aumento de temperatura y por tanto la
cuchilla se desafila antes. Igualmente si éste es demasiado grande
resulta un filo frágil, ya que no está suficientemente apoyado
para resistir la fuerzas de corte. Cuanto más duro es el material
a mecanizar, menor debe ser el ángulo de incidencia, para que así
pueda resistir mejor la fuerza de corte.
2. Influencia del ángulo de incidencia
secundario: Posee la misma influencia que el ángulo
de incidencia principal debiéndose ajustar a las mismas normas.
3. Influencia del ángulo de desprendimiento
o ataque: En primer lugar influye, en el ángulo
de doblado de la viruta, que es complementario. Si es demasiado pequeño
la energía consumida es excesiva, calentándose la herramienta
más de lo normal. En cambio si es más grande, y el filo
queda muy debilitado, la viruta se separa mejor, obteniéndose un
mejor acabado superficial. Con el fin de evitar la rotura del filo en
las herramientas frágiles, como pueden ser los carburos metálicos,
se ensayaron ángulos de desprendimientos negativos, hasta conseguir
que las fuerzas actuasen solamente a compresión sobre la herramienta.
Obteniéndose los siguientes resultados
satisfactorios:
3.1. Factores que influyen en el ángulo
de desprendimiento. Este
ángulo depende de los siguientes factores:
? Resistencia
del material herramienta.
? Material a mecanizar.
? Avance.
a) Influencia del material de la herramienta.
Si el material es poco resistente se emplearán ángulos pequeños
de desprendimiento, ya que las fuerzas de reacción del material
que se mecaniza no actúan en el mismo filo, sino en una zona tanto
más delgada de él cuanto más pequeño es el
ángulo de desprendimiento. Y cuanto más alejado esté
del filo esta zona, tanto mayor será la sección de resistencia
de la herramienta para soportar el corte.
b) Influencia del material mecanizado.
Cuanto más duro sea éste, mayores serán las fuerzas
de corte y, por tanto, tendrá que ser mayor la sección de
la herramienta capaz de resistir estos esfuerzos, lo que se conseguirá
disminuyendo el ángulo de desprendimiento. Existen dos excepciones
y es cuado el material a mecanizar es bronce o bien fundición de
hierro, con todas sus variedades, el acero inoxidable, los aceros rápidos
recocidos y algunos otros tipos de aceros muy resistentes. En los primeros,
es decir, en la mecanización de bronces el ángulo de desprendimiento
es casi nulo y en los segundos también es más pequeño
de lo normal.
c) Influencia del avance.
Al cortar la cuchilla lateralmente a la pieza y cuando tiene el filo inclinado,
el espesor de la viruta depende del avance por vuelta. Por lo tanto, cuanto
mayor sea el avance, menor ha de ser el ángulo de desprendimiento,
con el fin de ofrecer mayor resistencia las fuerzas de corte que se originan.
4. Influencia del ángulo de oblicuidad
del filo principal. El
ángulo de oblicuidad afecta en las condiciones iniciales del trabajo
de las herramientas, en el espesor y anchura de éstas y en la presión
sobre el filo.
a) Influencia en la iniciación del
trabajo. El ángulo
de oblicuidad del filo, puede variar entre 0°, si se trata de un cuchilla
de corte frontal y 90° si es de corte lateral. A la hora de iniciar
el trabajo, la posición más favorable es la intermedia entre
los dos.
b) Influencia sobre el espesor y anchura
de la viruta. Manteniendo
el avance constante se puede variar el espesor de la viruta, variando
el ángulo de oblicuidad y de igual forma la anchura de la viruta.
c) Influencia sobre la presión ejercida
por el filo. Cuanto mayor
es el avance mayor es la fuerza de corte necesaria y la ración
del material sobre la herramienta. Por ello para trabajar materiales muy
duros, han de emplearse avances muy pequeños, con lo cual el espesor
de viruta también es pequeño y poco el material arrancado.
Para compensar la disminución de avances y ancho de viruta, lo
que se hace es aumentar su anchura, empleando cuchillas de ángulo
de oblicuidad muy pequeño. Pudiendo aumentar a su vez los avances
en el mecanizado.
5. Influencia del ángulo de oblicuidad
del contrafilo.
Con el fin de asegurar la máxima duración de la herramienta,
el ángulo de oblicuidad del contrafilo suele ser de unos 5°.
Si el eje de la herramienta es perpendicular al de la pieza, el ángulo
de oblicuidad coincide con el de posición, pero añade cuando
la herramienta no avanza paralelamente al eje de la pieza, sino que penetra
en ella con un ángulo determinado, debe inclinarse la cuchilla
el mismo ángulo para así mantener un ángulo de posición
de unos 5°.
6. La influencia del ángulo de inclinación longitudinal.
Este ángulo influye en los siguientes aspectos:
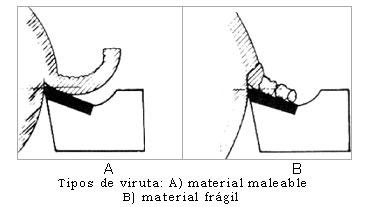
a) Dirección de salida de la viruta.
Influencia en la dirección de la viruta. La viruta se desprende
tangente a la superficie de desprendimiento. Si la superficie tiene un
ángulo de inclinación nulo, las virutas saldrán
paralelamente al eje de la pieza trabajada. Pero si éste ángulo
es positivo, la viruta se dirige en posición opuesta a la pieza.
Si es negativo, se desprenderá hacia delante.
b) Robustez de la punta de la herramienta.
Influencia en la robustez de la punta de la herramienta. La inclinación
negativa, orienta las fuerzas de corte de manera que hacen trabjar la
pieza a compresión en lugar de a cortadura o flexión, como
ocurre cuando la inclinación es positiva. Además el ángulo
de inclinación negativa crea una componente tangencial, que tiene
a separar la herramienta de la pieza máquina. Todo ello produce
el efecto de un robustecimiento afectivo de la punta de la herramienta.
c) Fuerza de deformación de las piezas.
Influencia en la deformación de las piezas. Si la inclinación
de la cuchilla es positiva, la componente F2, perpendicular a la fuerza
de corte F, aproxima si estamos, por ejemplo, torneando un eje, a éste
a la cuchilla, y en el centro esta aproximación, será mayor
que en los extremos por la flexibilidad del eje, torneándose, un
diámetro inferior al de los extremos y por consiguiente obteniendo
piezas cóncavas. Si la inclinación es negativa, la fuerza
F2, tiende a separar la pieza de la cuchilla y se obtendrán por
ello piezas convexas.
VELOCIDAD
DE CORTE:
La velocidad de corte es la velocidad con que la herramienta corta la
viruta. Se mide siempre en metros por minuto. Aunque viene limitada por
las características del material a mecanizar, por el de la herramienta
y por la potencia de la máquina. Puede variar en un amplio margen.
Si la herramienta permanece fija y es la pieza la que se mueve, la velocidad
con que se mueve la pieza en la dirección del corte será
la velocidad de corte. Caso de poseer la pieza o la herramienta un movimiento
rectilíneo uniforme, la velocidad de corte se determina fácilmente
por medio de la ecuación general del movimiento, pero caso de no
ser el movimiento uniforme ya no resulta sencilla su determinación
aunque en general se toma como velocidad práctica la velocidad
media de la carrera.
Cuando el corte ser produce por giro de la pieza, caso del torno o de
la herramienta en la fresadora, la velocidad de corte viene en función
del diámetro de la pieza o de la herramienta, y la velocidad de
giro en revoluciones por minuto (r.p.m.).
Si se conoce la velocidad de corte de la herramienta, caso de interesar
la determinación de la velocidad de giro que ha de llevar la herramienta
o la pieza, a partir de la fórmula anterior la podemos conocer:
n=1000*7*D
LUBRICANTES PARA EL MECANIZADO DE METALES:
Como una de las causas del prematuro desgaste de las herramientas de corte
es la elevación de la temperatura, que reblandece los filos. En
un principio se pensó refrigerar la herramienta y la pieza empleándose,
para ello, chorros de agua saturada de sosa.
En la actualidad, la lubricación del corte ha sufrido un gran avance
hasta tal punto que existe para cada tipo de operación los lubricantes
adecuados.
LAS
VENTAJAS DEL EMPLEO DE LOS LUBRICANTES PARA EL MECANIZADO SON:
1. Disminución del rozamiento herramienta-pieza,
disminuyendo por tanto la potencia necesaria para el corte en un 10%.
2. Mantiene el filo a temperatura inferior a la de pérdida
de sus cualidades de corte y desminuye las dilataciones y contracciones
de las piezas.
3. Permite aumentar la velocidad de corte hasta un 50%
más, obteniendo una mayor producción de viruta por unidad
de tiempo.
4. Permite aumentar la sección de viruta arrancada
cuando no puede aumentarse la
velocidad de corte, bien aumentando la profundidad de corte o el avance.
5. Protege a la pieza contra la oxidación empleando
lubricantes adecuados.
6. Limpia la pieza de partículas y arrastran la
viruta.
PROPIEDADES DE LOS LUBRICANTES DE CORTE:
Para obtener las ventajas antes señaladas
los lubricantes deben poseer las siguientes propiedades:
1. Propiedades lubricantes, como son: viscosidad, untuosidad,
etc.
2. Propiedades refrigerantes: elevado calor específico
y buena conductividad calorífica.
3. Propiedades antioxidantes y anticorrosivas.
4. Débil tensión superficial para mojar
bien la pieza y la herramienta.
ACEITES DE CORTE:
Las propiedades mencionadas en el apartado anterior las reúnen
los denominados "aceites de corte", de los que se emplean dos
clases principales.
1. Aceites puros: Son generalmente
minerales aunque también se emplean aceites vegetales de algodón
de viscosidad superior a los minerales o bien aceites mixtos mezcla de
minerales, vegetales y también animales(grasas). Estos aceites
se emplean cuando se desea que las cualidades lubricantes prevalezcan
sobre las refrigerantes.
2. Aceites con aditivos:
A los aceites puros se les adiciona azufre libre o combinado. El azufre
reduce la soldabilidad del material sobre la cuchilla y mantiene la lubricación
hasta presiones de 130 kg/cm2. Estos aceites poseen el inconveniente de
que no se pueden emplear, en general, en metales no férreos ya
que producen manchas en las piezas.
3. Aceites solubles:
Se emplean emulsiones o soluciones en agua, que debe ser de poca
dureza siendo la mejor la de lluvia. Las emulsiones se preparan con aceites
minerales que se vierten sobre agua.
PRÁCTICA DE LA LUBRICACIÓN
EN EL MECANIZADO:
Para la lubricación del corte, las máquinas van, generalmente,
provistas de un depósito que contiene el líquido lubricante
y una bomba, la cual lo aspira y envía por una canalización
adecuada hasta las boquillas de salida, montadas en tubos flexibles para
poder orientar adecuadamente el chorro del líquido sobre la zona
de corte. El líquido después cae y es recogido en una bandeja
que lo devuelve al depósito incorporándose de nuevo al circuito.
El éxito de la lubricación del corte depende, en gran medida,
de la correcta dirección del chorro del líquido, que debe
llegar al filo de la herramienta.
CÁLCULOS DE TIEMPOS DE FABRICACIÓN:
El cálculo de tiempos en la fabricación
de una pieza en una máquina herramienta es fundamental ya que permite:
1. Calcular con una base firme el precio de coste de
la pieza fabricada.
2. Fijar el tiempo mínimo sobre el que se ha de
basar los salarios con incentivos.
3. Obtener el máximo aprovechamiento de las máquinas
y una perfecta ordenación de los trabajos y la previsión
de su terminación.
MÉTODOS PARA ESTABLECER LOS TIEMPOS
DE FABRICACIÓN: (Importante)
Los tiempos de fabricación se pueden determinar
por 5 métodos diferentes:
1. Método de estimación:
Consiste en descomponer la operación en fases, cuya duración
puede estimarse aproximadamente por la experiencia les técnico,
sus resultados no son muy precisos.
2. Métodos de comparación:
Es, en realidad, también un método de estimación,
pero tienen una base más firme que éste ya que se calculan
los tiempos de la operación comparándola con otros de duración
conocida, ya determinados.
3. Métodos de cronometrase:
Consiste en medir los tiempos de la operación o fases que se descomponga,
con un cronómetro. Este procedimiento es muy bueno, pero tiene
el inconveniente de su encarecimiento a la hora de realizarlo.
4. Método de suma de tiempos elementales
preestablecidos: Consiste en descomponer la ejecución
de la pieza en fases elementales cuyos tiempos se pueden valorar perfectamente
por estar preestablecidos en tablas.
5. Métodos por tiempos elementales
y por comprobación cronométrica: Cuando
la serie de piezas a fabricar es importante, primeramente se calcula el
tiempo de fabricación por el método de la suma de tiempos
elementales y seguidamente se comprueban y afinan los datos obtenidos,
cronometrando las diferentes fases del trabajo.
<<Atrás