.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
METALURGIA DE POLVOS (PULVIMETALURGIA):
Se conoce con el nombre de pulvimetalurgia (metalurgia de polvos), sinterización o fritado, al proceso empleado en la fabricación de piezas a partir de polvos metálicos. Estos polvos se prensan dentro de moldes, se extraen de los moldes y se calientan a temperatura inferior al punto de fusión del metal.
Es
un proceso utilizado principalmente para metales difíciles de maquinar
y consta principalmente de las etapas siguientes:
1. Obtención del polvo.
2. Proporcionar un tratamiento al polvo.
3. Moldear la masa de polvo mediante prensado.
4. Sinterizar la pieza obtenida por compactación.
Aunque menos empleados existen 2 variedades del
proceso:
En una cuando se requiere aumentar la precisión dimensional, la
densidad, o eliminar la porosidad superficial, la pieza se vuelve a comportar
después de sinterizada.
En la otra variante además de la recompactación la pieza
se somete a una 2da operación de sinterizado, la cual elimina esfuerzos
y suelda las partículas compactadas. En consecuencia aumenta la
resistencia mecánica, se mejora las propiedades magnéticas
y la estabilidad dimensional.
En la actualidad tiene un gran campo de aplicación
como pueden ser:
1. Piezas de aleaciones de hierro, cobre, etc. para las
que factores técnicos y económicos aconsejan este método
por la supresión del mecanizado y el máximo aprovechamiento
del metal.
2. Para cojinetes autolubricantes con un 30% de poros
en bronce sintetizado, estos cojinetes se impregnan de aceite o de teflón(politetracloro...).
3. Pseudoaleaciones de metales con temperaturas de fusión
muy dispares, como por ejemplo: cobre-wolframio, plata-wolframio, plata-molibdeno,
etc. se emplean en los contactos eléctricos en la zona donde se
produce la chispa de ruptura ya que en este sitio necesitamos la buena
conductividad del cobre y de la plata y la buena resistencia al desgaste
del wolframio o el molibdeno, de aquí la importancia de este tipo
de aleaciones y hoy en la actualidad se utilizan contactos de plata endurecida
con un 10% de cadmio.
4. Preparación de metales pesados o pseudoaleaciones
con un contenido 85-95% de wolframio, 3-10% de níquel y 2-5% de
cobre. Estos materiales se caracterizan por tener una altísima
densidad y se utilizan para la fabricación da giróscopos,
pantallas para rayos x y rayos gamma, apantallamiento de centrales nucleares,
etc.
5. Fabricación de filtros resistentes a los golpes
y a las variaciones bruscas de temperatura por ejemplo filtros de aceite
para las válvulas de inyección en los motores diesel, filtros
para refrigeradores, etc... que se fabrican en metal monel (acero inoxidable
y titanio).
6. Preparación de carburos de wolframio, titanio,
etc. y pseudoaleaciones de wolframio-acero, estos compuestos se caracterizan
porque tienen una dureza elevada, buena resistencia a la abrasión,
debido a su alto punto de fusión sólo se pueden fabricar
por este procedimiento utilizando cierta cantidad de cobalto que actúa
de cemento.
7. Tratamiento de metales rebeldes a la forja o al moldeo
como puede ser las aleaciones especiales de tipo álnico (20% manganeso,
63% hierro, 12% aluminio, 5% cobalto) que se utilizan mucho para imanes
permanentes y para imanes sintetizados de naturaleza cerámica.
8. Tratamiento de metales refractarios, como wolframio,
molibdeno y niobio, ya que el elevado punto de fusión hace prohibitivo
el darles forma por moldeo.
9. Fabricación de cermets, que son aglomeradores
obtenidos por sinterización de un metal con elevado punto de fusión
y óxidos muy refractarios y se utilizan para la fabricación
de turborreactores.
10. Para evitar las segregaciones en los aceros de alta
aleación, como es el caso de los aceros rápidos que segregan
bandas de carburos.
11. Para la fabricación de termistores de óxido
de cinc con curva de tensión-intensidad no lineal, a base de envenenar
lo límites de grano con óxido de bismuto.
12. Para la obtención de aleaciones oxidadas interiormente,
como el aluminio con óxido de aluminio.
VENTAJAS DE LA PULVIMETALURGIA:
Esta industria, en las últimas décadas
está experimentando un creciente aumento fundamentalmente por las
siguientes razones:
1. La pulvimetalurgia reduce al mínimo las pérdidas
de materias primas, ya que sólo se usa la cantidad de polvo necesario
para alcanzar el producto final.
2. Se facilita el control exacto de los límites
de la composición.
3. Se puede eliminar o reducir al mínimo las operaciones
de mecanizado.
4. Todas las operaciones son susceptibles de automatización.
5. Se logran buenos acabados superficiales sin las señales
propias del moldeo.
6. Es la única técnica que permite lograr
una porosidad controlada y una oxidación interna muy repartida
apta para el endurecimiento.
7. Evita las segregaciones.
8. Permite la obtención de una serie de piezas
muy extensa que no puede realizarse por procedimientos convencionales.
LIMITACIONES DE LA PULVIMETALURGIA:
1. Las piezas deben tener una forma que permita extraerlas
fácilmente de la matriz, con lo cual se limita bastante las posibilidades
de diseño.
2. El tamaño de la pieza está limitado
por la fuerza de las prensas que no suele sobrepasar las 500 toneladas.
3. Las piezas obtenidas por pulvimetalurgia no pueden
tener las características mecánicas que tienen las obtenidas
por métodos convencionales.
4. El factor económico es muy importante, debido
al elevado coste de las matrices de acero aleado o de carburo de wolframio.
CARACTERISTICAS DE LA MATERIA PRIMA:
Las características de los polvos determinan las propiedades finales
del componente y repercuten en las etapas de compactación y sintetizado.
Por lo tanto la calidad del producto, y la economía del proceso
de fabricación depende de las características de los polvos,
y a su vez, las características de los distintos tipos de polvo
procedentes del mismo metal dependen del método de obtención
y de los tratamientos a que han sido sometidos.
Las propiedades fundamentales que definen básicamente
al tipo de polvo son:
- la forma.
- La composición.
- El tamaño del grano.
- La distribución.
- La porosidad.
- La microestructura.
Los métodos de obtención
de polvos son:
1. Reducción.
2. Atomización.
3. Métodos electrolíticos.
4. Trituración.
5. Pirólisis.
6. Corrosión.
7. Condensación.
8. Amalgamación.
9. Precipitación.
10. A partir de chatarra.
LA
COMPACTACIÓN:
Esta operación tiene por objeto conformar el polvo metálico
en la forma y dimensiones deseadas, dándole la resistencia y consistencia
necesaria para su manipulación cuidadosa hasta la sinterización.
La cohesión del producto comprimido, se
puede considerar como una verdadera soldadura en frío de los puntos
de los polvos en contacto debido a:
1. La rotura de la película gaseosa que envuelve
las partículas del polvo.
2. Al ensamblaje facilitado por las irregularidades de
las superficies de los polvos.
3. A los calentamientos locales provocados por la presión
que se pueden traducir en verdaderas soldaduras en caliente.
4. A la soldadura en frío debido a la captura
de valencias superficiales libres y a las fuerzas de Van der Valls.
5. A las fuerzas de atracción interatómicas
que no empiezan a manifestarse hasta que los centros de dos átomos
pertenecientes a dos partículas diferentes se encuentran a una
distancia del orden del diámetro atómico.
La compresión se realiza introduciendo el polvo en una matriz fabricada
con un metal muy duro, generalmente de carburo de wolframio. El polvo
se somete a una presión que puede variar entre 800 y 5000 kg/cm2
(lo más usual es de 4000kg/cm2).
La fuerza de las prensas varía de 4 a 80 toneladas en prensas mecánicas
y de 80 a 200 en prensas hidráulicas. Las mecánicas son
más rápidas.
Debido a que la pulvimetalurgia debe su rentabilidad a la producción
de grandes series, necesita matrices fáciles de fabricar y de gran
resistencia al desgaste, por eso se suelen hacer de aceros indeformables
y de carburos de aglomerados.
SINTERIZACIÓN O FRITRADO:
Es la operación pulvimetalúrgica principal y tiene por objeto
dar cohesión y resistencia al producto comprimido.
Consiste en dar un calentamiento a la masa de polvo a una temperatura
inferior a la de fusión (la temperatura de fritado es del orden
de 2/3 a 4/5 de la temperatura de fusión) durante el tiempo suficiente
para que las partículas se suelden y el componente resultante,
muchas veces poroso, adquiera la suficiente resistencia mecánica.
Todo esto realizado en atmósfera protectora para evitar la oxidación
ya que el compactado puede pasar parcial pero nunca totalmente al estado
líquido.
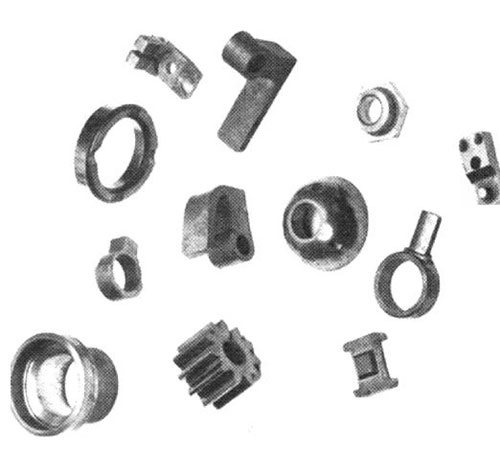
Piezas de máquinas obtenidas por sinterización (Cortes de Aplicaciones de Metales)