.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
MOLDEO EN MOLDES METÁLICOS:
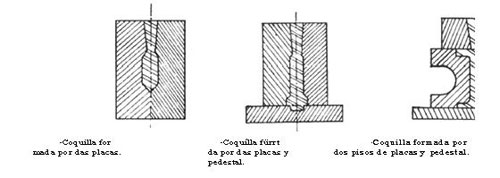
Los moldes metálicos también llamados coquillas, sustituyen ventajosamente a los de arena cuando se trata de fabricar grandes series de una misma pieza. Las coquillas se componen de dos partes principales: una el cuerpo del molde, que da la forma exterior de la pieza y que es siempre metálica, y otra que son los machos, que reproducen partes o entrantes de las piezas, y que pueden ser metálicos o de arena.
El espesor
de las paredes del molde depende del tamaño de las piezas que se
vayan a colar. Un molde de paredes demasiado gruesas con relación
a la pieza, tiene una inercia térmica demasiado grande, lo que
retrasa su calentamiento y posteriormente su enfriamiento. Mientras que
un molde demasiado delgado, se calienta demasiado en cada llenado y se
enfría con rapidez en cada vaciado.
Normalmente, el espesor de las paredes está comprendido entre 3
y 4 veces el grueso de la pieza, no debiendo ser inferior a 15mm, ni superior
a 60mm.
La duración de los moldes depende de la clase de material empleado
en su fabricación, del material que se moldee, y del cuidado que
se ponga en su manipulación. Un molde bien fabricado y bien utilizado
suele resistir la fundición de 20.000 a 40.000 piezas sin retoques
de importancia.
La colada en coquilla de forma complicada, se facilita imprimiéndole
a las mismas vibraciones de pequeñísima amplitud, por medio
de un mecanismo adecuado accionado por un motor eléctrico. También
se puede facilitar el llenado de la coquilla por la aspiración
producida en su fondo por una bomba aspirante. Este procedimiento permite
el moldeo de piezas finas y muy esbeltas.
Las principales condiciones que se debe
precisar en la utilización de coquillas son:
1. Lubricantes que se deben emplear.
2. Temperaturas de colada del metal.
3. Temperatura a que debe mantenerse la coquilla.
4. Forma y velocidad de la colada.
5. Orden y cadencia de las operaciones de desmoldeo.
6. Velocidad de enfriamiento de los núcleos.
Las principales ventajas del moldeo en
coquilla son:
* Se logra mayor precisión en las cotas de las piezas que en el
moldeo con arena.
* Las contracciones lineales son menores que en arena.
* En el moldeo en coquilla pueden insertarse más fácilmente
que en arena las piezas metálicas que se desean colar.
* Necesita menos espacio y menos manejo de materiales que en arena.
* Siempre que se deseen fabricar series de más de mil piezas, el
moldeo en coquilla resulta más económico que en arena.
Los inconvenientes que presenta el moldeo en coquilla son:
* El elevado coste de las coquillas y de los accesorios.
* El tiempo y coste de la puesta a punto de la fabricación de cada
pieza al que hay que sumar al coste de la coquilla.
FUNDICIÓN
CENTRIFUGADA:
Se caracteriza porque durante la misma el molde está animado de
un movimiento de rotación que le comunica al metal fundido por
arrastre de sus paredes. La fuerza centrífuga que se desarrolla
lanza al líquido contra las paredes del molde y aumenta su presión,
facilitando el llenado de los huecos y la solidificación. Las instalaciones
suelen ser muy costosas y sólo se amortizan fabricando grandes
series.
MOLDEO EN COQUILLA CON INVERSION DE MOLDE:
También llamado moldeo por inversión, se emplea principalmente
para obtener piezas huecas de ornamentación y orfebrería.
Consiste en dejar que se forme una capa de metal sólido en contacto
con las paredes de la coquilla y cuando ha alcanzado el espesor deseado,
se invierte el molde y se desaloja el metal líquido que aún
no ha solidificado.
El espesor de la capa es función de la temperatura de la coquilla,
y del tiempo transcurrido desde que se efectúa la colada, hasta
que se invierte el molde.
Las características mecánicas de las piezas son muy bajas,
el acabado de la superficie interior muy rugoso y el espesor de la capa
no es uniforme, sin embargo el aspecto exterior de la superficie es muy
bueno.
MOLDEO EN COQUILLA POR PRESIÓN:
FUNDICIÓN A PRESIÓN.
Difiere del moldeo en coquilla por gravedad en que el metal en estado
líquido o pastoso se introduce en el hueco del molde bajo presión,
esto favorece el rápido llenado del molde y la reproducción
fiel de sus más finos detalles. También se asegura la eliminación
de la porosidad en las secciones macizas de la pieza.
La presión debe ser tanto más elevada cuanto mayor sea la
tendencia de la aleación a presentar sopladuras. En la práctica
oscila entre 10 y 700 kg/cm2 con una velocidad de introducción
del metal en el molde del orden de 60 m/s.
Las piezas después de eliminado el bebedero quedan completamente
terminadas y no necesitan mecanizado posterior.
La estructura del metal es de grano fino y las características
mecánicas muy elevadas. La presión se ejerce sobre el metal
con maquinas especiales que trabajan de forma automática o semiautomática.