.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
MOLDEOS ESPECIALES:
MOLDEO
EN CÁSCARA:
Es bastante moderno, se puso en práctica en 1944. Consiste en esencia
en obtener un molde con una delgada cáscara de arena de sílice
aglomerada con resinas sintéticas termoestables tipo fenol-formol
o urea-formol, depositándola sobre una placa modelo se juntan dos
coincidentes para formar el molde completo donde se cuela la aleación.
Los
materiales esenciales son:
- Arena de sílice seca lavada para eliminar la arcilla, de grano
fino perfectamente controlado.
- Arena de circonio con la que se obtienen un acabado superficial más
perfecto, pero es más cara.
- Resinas en forma de polvo muy fino, tipo baquelita y un acelerador de
moldeo. El porcentaje de resina varía del 6 al 10%.
Placas modelo para el moldeo en cáscara: con ellas se obtienen
cada una de las mitades del molde. Deben ser de un metal buen conductor
del calor, capaz de calentarse y enfriarse sin experimentar deformaciones
u oxidaciones apreciables.
Generalmente, suelen ser de acero al carbono o fundición para grandes
series y de aluminio, latón o bronce para pequeñas series.
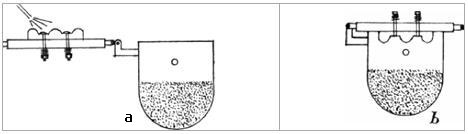
MÁQUINAS PARA EL MOLDEO EN CÁSCARA:
Este proceso se realiza en máquinas que ejecutan las siguientes
operaciones.
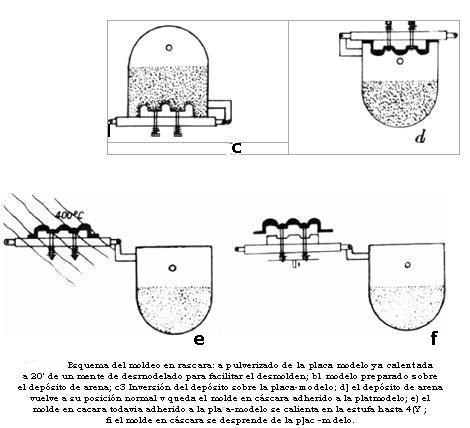
1. Calientan la placa modelo a unos 200°C.
2. Pulverizan sobre la placa un agente de desmoldeado
a base de siliconas para facilitar el desmoldeo.
3. Colocan la placa modelo sobre un dispositivo parcialmente
lleno de la mezcla.
4. Se invierte el depósito cayendo la arena sobre
el modelo desde una altura de 25-30 cm y a partir de este momento empieza
a formarse la cáscara a razón de l mm por segundo. Los 5
primeros mm y después a razón de l mm cada 2 segundos los
espesores siguientes. El tiempo medio utilizado en formarse la cáscara
es de unos 10 segundos.
5. Se vuelve a girar el depósito con la placa
modelo, hasta colocarlo en su posición original con la cual la
arena no aglomerada cae otra vez al depósito quedando en contacto
con el modelo la cáscara.
6. Se lleva la placa modelo con la cáscara pegada
a él, a una estufa donde se termina el endurecimiento de la cáscara,
calentándola a una temperatura entre 350 y 450 C° durante 2
minutos. Con esto se quedan los medios moldes terminados los cuales se
pueden cerrar, uniéndolos por los bordes con tornillos o encalándolos
con resinas plásticas del tipo ureaformaldehido o epoxi.
VENTAJAS
E INCONVENIENTES DEL PROCESO: Ventajas:
1. Las piezas moldeadas en cáscara, tienen mayor
precisión que las moldeadas en arena. Esto unido al mejor acabado
de las mismas permite sobreespesores más reducidos en las superficies
que se han de mecanizar.
2. Los moldes de cáscara son más ligeros
y manejables pues pesan una décima parte menos que los moldes de
arena.
3. No son necesarias cajas de moldear.
4. Los machos fabricados en cáscara son huecos
y porosos con la consiguiente reducción de peso.
5. Las piezas conformadas por este proceso tienen mayor
homogeneidad estructural.
6.
Los moldes se producen con rapidez y en espacio reducido.
7. El moldeo se realiza automáticamente y no necesita
mano de obra especializada.
8. Como la capacidad calorífica de la cáscara
es baja el metal se enfría lentamente, lo que permite reducir el
tamaño de los conductos de distribución.
9. Los moldes son muy estables y se pueden almacenar
durante mucho tiempo.
Inconvenientes:
1. Sólo son aplicables a grandes series, para
que la amortización de los útiles no encarezca excesivamente
los moldes fabricados.
2. La arena con aglutinantes resulta 5 o 6 veces más
cara que la arena normal.
3. Las placas modelo metálicas, son bastante más
caras que las de madera, plástico, yeso, etc.
4. Las piezas no pueden ser muy grandes normalmente,
las más grandes suelen ser de unos 250kg.
En resumen este proceso sólo es aconsejable económicamente
cuando la mayor precisión de las medidas en las piezas obtenidas,
hagan totalmente innecesario el mecanizado posterior, ya que si hay que
mecanizar, no compensa la diferencia con el mayor coste del proceso.
MOLDEO CON CO2:
Es un proceso basado en endurecer los moldes y machos de arena sin necesidad
de cocerlos. Para esto se emplea arena extrasilícea mezclada con
silicato sódico como aglomerante en lugar de arcilla, el molde
o macho se prepara como si fuese de arena en verde y cuando está
terminado se hace pasar a través de su masa una corriente de oxido
de carbono que produce gel de sílice que es el elemento que origina
el endurecimiento.
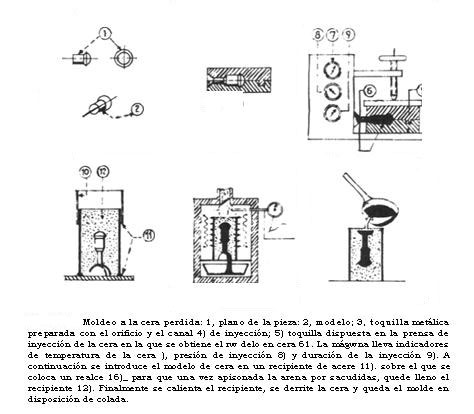
MOLDEO A LA CERA PERDIDA:
Se realiza de la manera siguiente:
1. Se hace un modelo en cera del objeto que se ha de
moldear.
2. Se recubre este modelo con una capa gruesa de yeso
y arena de sílice mezclada.
3. Después de secarse al aire el modelo de cera
con su envoltura, se cuece en un horno. La cera entonces se funde y queda
el recubrimiento formando el verdadero molde, que reproduce con gran exactitud
la superficie exterior del modelo de cera. Se emplea mucho este proceso
para la fabricación de piezas pequeñas en serie que se obtienen
con excelente acabado superficial y gran precisión, lo que hace
innecesario su mecanizado posterior en muchos casos. En la actualidad
se utiliza para obtener, con aleaciones refractarias, una gran cantidad
de piezas de elevada precisión, formas muy complicadas y pequeño
tamaño, imposibles de obtener por otro método de moldeo
e incluso por mecanizado. Por este método
se obtienen piezas como las siguientes:
* Fresas y brocas de acero de corte rápido.
* Álabes para turbinas de vapor, de gas y de motores de reacción
con aceros inoxidables o aleaciones refractarias.
* Tijeras e instrumental quirúrgico con aceros martensíticos.
* Pequeños imanes permanentes de formas complicadas con aleaciones
de tipo álnico(denominación comercial).
* Piezas de maquinaria textil, de máquinas de coser, de armas automáticas,
de motores de combustión, herramientas calibres, moldes de estampación,
partes de electrodomésticos, etc.
Las limitaciones de este procedimiento se deben al coste relativamente
elevado y a la limitación del tamaño de las piezas, que
suele ser menor de 500gr. La gran mayoría no sobrepasan los 30gr,
pero se han llegado a obtener piezas de gasta 20kg.
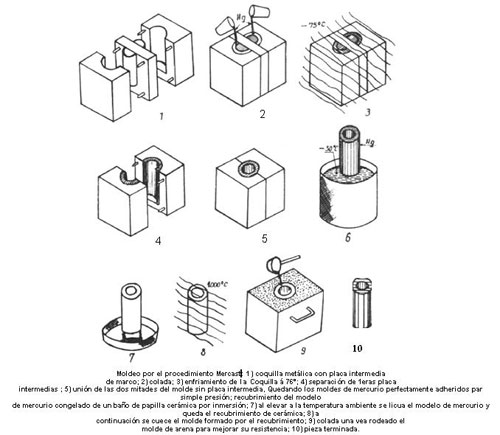
MOLDEO
MERCAST:
Puede considerarse como una variación
del moldeo a la cera perdida, en este caso, se utiliza mercurio en lugar
de cera y se obtienen piezas de alta precisión de medidas, se realiza
de la manera siguiente:
- Se fabrican modelos patrón y medios moldes metálicos igual
que para la cera perdida.
- Se vierte mercurio en los medios moldes hasta llenarlo por completo.
- Se introducen en un baño de acetona a una temperatura inferior
a 75 °C bajo cero, con lo
cual el mercurio, que solidifica a 40 °C bajo cero, queda totalmente
en estado sólido.
- Se extraen los medios moldes y se juntan sin necesidad de ningún
adhesivo.
- Se sumerge el mercurio sólido en baños de papillas cerámicas
mantenidas a una temperatura inferior a la de congelación del mercurio
con lo cual se recubre éste de una capa de papilla cerámica
de un espesor de 3 a 6 mm.
- Se lleva hasta la temperatura ambiente con lo cual el mercurio se licua
y es evacuado, el recubrimiento queda formando el molde.
- Estos moldes cerámicos, se cuecen a temperaturas elevadas con
lo que adquieren las cualidades de la porcelana, con superficies extraordinariamente
lisas, que luego dan un excelente acabado superficial a la pieza moldeada.
- El molde
cerámico cocido se coloca en una caja de moldeo y se rodea de arena.
A continuación se calienta el conjunto hasta la temperatura de
colada con lo cual se facilita el perfecto llenado del molde.
- Después de un enfriamiento controlado, se rompe el revestimiento
y queda la pieza con una precisión que en la mayoría de
los casos hace innecesaria ninguna otra operación.
MOLDEO
CON YESO:
Usualmente
los moldes de yeso no se consideran competitivos con los moldes de arena
o los metálicos, sin embargo, este proceso permite la producción
de piezas fundidas que de otra manera sería imposible producir
debido al tiempo, diseño o textura de la superficie deseada. La
tersura de superficie de estos moldes proporciona un acabado superficial
excelente en las piezas fundidas, esta superficie produce una mayor exactitud
que la obtenida en cualquier otro método. Se puede ir a tolerancias
mucho más estrechas con lo cual las piezas necesitan poco o ningún
maquinado,
además tienen una dureza y una maquinabilidad uniformes debido
a su lenta solidificación direccional que ayuda a eliminar tensiones
internas.
El procedimiento para obtener los moldes
de yeso incluye los siguientes pasos:
1. Se recubre la placa modelo con una delgada capa de aceite y se coloca
sobre un tablero en una caja de moldeo.
2. A continuación se vierte la mezcla sobre la placa y se llena
la caja.
3. Se le hace vibrar para asentar el yeso y asegurarse que el modelo ha
quedado rodeado completamente.
4. Después de unos 30 minutos el molde debe estar lo bastante duro
para taladrarlo, hacerle los huecos de alineamiento y darle la vuelta.
5. Después de sacar por completo la sección superior del
molde se coloca la sección superior de la caja y toda la superficie
del yeso y del modelo se cubre con aceite. Se deja fraguar el yeso durante
30 minutos y se separa las dos mitades golpeándolas.
El
material de moldeo es una lechada o papilla de yeso calcinado con adicciones
de talco para evitar que se agriete el molde de óxido de magnesio,
para acelerar el fraguado y en ocasiones óxido de calcio o cemento
para controlar la dilatación durante el secado y cocido.
Recientemente se ha desarrollado otra variante en la cual se aumenta la
permeabilidad adicionándole a la mezcla un agente espumante que
mediante un batido produce una estructura porosa distribuida uniformemente
por el interior del molde.
Otra técnica más moderna es el proceso antiok con el que se eleva la permeabilidad y la capacidad calorífica del molde haciendo más fácil la obtención de forma más complejas con detalles más finos y secciones más delgadas.
El
material usado es una mezcla de yeso, arena, amianto, talco, silicato
sódico y agua. La pasta se retira de la placa aún húmeda
y se introduce en un autoclave(depósito en el cual se controla
presión, temperatura y vapor. Se utiliza para esterilizar en hospitales)
para aumentar su permeabilidad. Luego se deja secar al aire y finalmente
secan en estufa a unos 230°C.
Los moldes de yeso se usan para colar metales no férreos como aluminio,
plata, oro, magnesio, cobres, bronces y latones, ya que a alta temperatura,
el azufre del yeso reacciona con el hierro y producen superficies defectuosas.
La
ventaja principal del molde de yeso, es la elevada precisión en
las medidas.
El principal inconveniente es que el molde de yeso tiene una capacidad
calorífica muy baja y por tanto las piezas solidifican lentamente
dando una estructura de grano más grueso y por tanto menos resistencia
mecánica que la obtenida en moldes de arena o metálicos.