.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

ESTAMPACIÓN, RECALCADO Y EXTRUSIÓN:
Todas estas
operaciones (estampación, recalcado y extrusión)
son forjas del tipo que indican siempre que se hagan en caliente. Tienen
en común que se produce fluencia de partículas de material
sin perder su cohesión y se obtiene una pieza sólida con
una forma determinada.
En la estampación se somete al material a esfuerzos de compresión,
sin dirección determinada para que fluya entre las dos partes del
molde, llamadas matriz y estampa. Se usan mucho para fabricar piezas en
serie como pueden ser esferas de acero, ejes, discos, cigüeñales,
engranajes, navajas, cuchillos, etc.
El recalcado
se utiliza cuando se desea producir acumulación del material en
una zona limitada de un producto semielaborado. Para ello se comprime
este, generalmente en forma de barra, de modo que el metal, fluye en la
matriz hasta llenarla en la parte que se desea recalcar. Las piezas más
usuales son cabezas de tormillos, planchas de blindaje, llantas para ruedas,
bulones, remaches, clavos, etc.
En la extrusión se impulsa el metal comprimiéndolo para
que fluya a través del orificio de una matriz la aplicación
más directa son cartuchos para balas, piezas huecas, perfiles,
tubos, etc.
ESTAMPACIÓN:
El ciclo de trabajo de este proceso se realiza en cortas etapas a partir
de un producto semielaborado, con el que se obtiene una preforma según
sea la forma definitiva de la pieza a fabricar, con la que se ha de procurar
guarde cierta analogía.
La necesidad de forjas parciales intermedias sobre todo de formas complicadas,
se hace para conseguir una mejor distribución del material, hasta
llegar a la pieza final.
Las medidas alcanzables en este proceso abarcan amplios límites,
desde 10gr de peso y 10mm de longitud hasta 2000kg y 3,5m. Utilizando
aluminio se forjan piezas de hasta 10m de longitud, como son las cabeceras
de las alas de los aviones.
Pieza obtenida despues del proceso de estampación
Estampas:
Constan de dos partes:
La superior, que se sujeta al pilón(martillo) del martinete o a
la maza de la prensa y la inferior que se fija a la chavota.
El hueco para el material, está grabado parcialmente en cada una
de las estampas.
Las características constructivas de las estampas se deducen del
hecho de ser la estampación un proceso de fabricación sólo
rentable cuando se aplica a un gran número de piezas, máxime
si la forma de éstas es complicada.
Deben tener resistencia a la compresión, resistencia al choque,
resistencia al desgaste y resistencia a altas temperaturas. Si las estampas
se emplean para el corte, resistencia a la cizalladura.
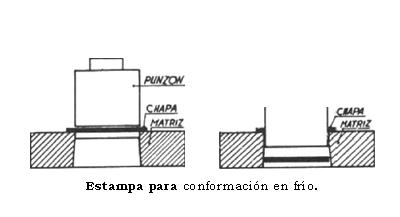
ESTAMPACIÓN EN FRÍO:
Está basada en las grandes aplicaciones de la chapa fina para la
fabricación de piezas para aviones, carrocerías de automóviles,
electrodomésticos, etc.
Se debe en parte a tres causas principales:
1.- A la economía de la fabricación de
las piezas de chapa cuando se producen grandes series.
2.- A la uniformidad de las características mecánicas
obtenidas en las piezas ya que en la estampación no se produce
ninguna transformación que pudiera alterar las propiedades iniciales
de la chapa.
3.- Al excelente acabado superficial de las piezas que
no necesitan ninguna operación posterior salvo pintura u otro recubrimiento
exterior.
Los materiales industriales más empleados para su conformación
por estampación en frío son:
? La chapa de acero.
? La de aluminio y sus aleaciones.
? Y la chapa de latón.
RECALCADO:
Consiste en una acumulación o condensación de materias en
una zona limitada de un producto acabado generalmente en forma de palanquilla,
barra redonda, o perfil poligonal. Como se realiza por compresión
axial se produce simultáneamente un acortamiento.
Puede realizarse en frió o en caliente, siendo la primera la forma
más usada. La acritud que adquiere el metal y la orientación
de la fibra permite obtener una mayor seguridad frente al cizallamiento
que en otros procesos de maquinado.
Los materiales más idóneos para este proceso son los aceros
pobres en carbono, así como el cobre, aluminio y sus aleaciones.
Incluso que pueden utilizar aceros aleados.
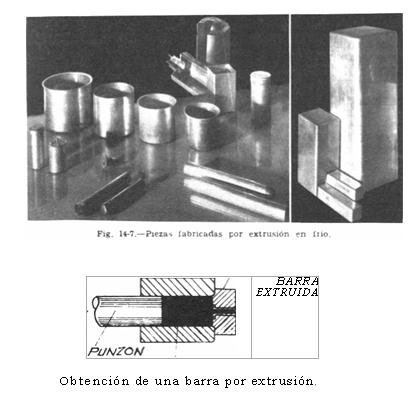
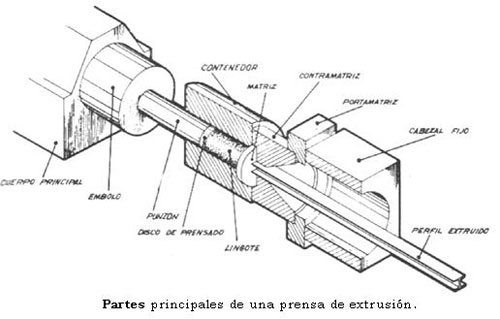
EXTRUSIÓN:
Es un proceso realizable en caliente y en frío y en el que mediante
un émbolo o punzón se presiona el material obligándole
a salir o fluir por el orificio de una matriz, la cual da su forma a la
pieza.
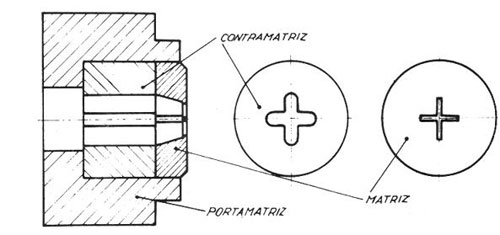
Matriz completa de extruir
Como en los anteriores procesos su aplicación presupone la fabricación de un gran número de piezas que se eliminan o desminuyen en gran parte los trabajos de mecanizado posterior.
La característica de este método es la creación de un estado de tensiones en la palanquilla o pastilla de partida que ocasiona la fluencia del material y en este estado se originan principalmente en la pared interna del contenedor fuerzas considerables de rozamiento, las cuales la desgastan e inutilizan al sobrepasar un cierto límite. La mayoría de las veces es el desgaste y no la rotura la que condiciona su duración.
Materiales usados:
En principio se pueden extruir todos los metales y aleaciones siempre
que posean buena capacidad de deformación y presenten al conformarlos
un bajo grado de acritud. Deben tener un límite elástico
bajo un gran alargamiento y poca dureza.
Aplicaciones de la Extrusión en Frío:
Las principales aplicaciones de la extrusión en frío
son:
? La fabricación de pequeños recipientes de paredes flexibles
para pasta de dientes, cremas, pegamentos, etc. Es decir tubos.
? También se fabrican vainas para piezas cilíndricas, para
condensadores, etc. Las producciones que se alcanzan son muy elevadas
y pueden llegar a ser del orden de 3000 piezas por hora.
Extrusión en caliente:
Se realiza haciendo fluir a presión los metales puestos a temperaturas
comprendidas entre la de cristalización y la de fusión a
través de matrices cuyas boquillas son de sección igual
a las del perfil que se pretende obtener. Tienen una aplicación
mucho más extensa que la extrusión en frío, hasta
el punto de que, de no especificar lo contrario, la denominación
de extrusión se entiende normalmente aplicación a la extrusión
en caliente.
Metales
y aleaciones extruidos en caliente:
Se emplea para el conformado de gran número de metales y aleaciones,
como plomo, estaño, cinc, cobre, aluminio, magnesio, níquel
y sus aleaciones. También aceros dulces, inoxidables refractarios
y en menor proporción con la plata, platino, titanio, molibdeno,
uranio y circonio.
De todos estos, con el que mejor se trabaja es el plomo que fue el primer
metal del que se fabricaron tubos.
Aplicaciones de la extrusión en caliente:
Se emplea para la obtención de gran variedad de perfiles y piezas,
debido a la sencillez de la operación, a la rapidez, bajo coste
cuando se trata de series discretas de piezas, y a las excelentes características
del material extruido, similares a las obtenidas por forma como
son: el grano pequeño equiaxial, disminución de
sopladuras, dendritas y segregaciones y por tanto elevada carga de rotura
y buena resistencia mecánica.
Por extrusión se obtienen toda clase de perfiles como pueden ser
angulares, en T, en dobles T, tubos redondos, irregulares, con aletas,
con nervios, molduras de cualquier forma, etc.
LAMINACIÓN:
Es un proceso de conformación plástica en el que el material
fluye de modo continuo en una dirección preferente mediante fuerzas
de compresión ejercidas al pasar el metal entre dos cilindros y
el metal.
Bajo la acción de las fuerzas de compresión al material
a laminar experimenta a través del continuo proceso de recalado
un alargamiento en sentido longitudinal, así como un ensanchamiento
y con ello una disminución de sección. Se puede realizar
en caliente o en frío, siendo la frontera la temperatura de recristalización,
pero se ha impuesto la denominación de laminación en frío
si se realiza a temperatura ordinaria y en caliente si es por encima de
la temperatura de recristalización.
LAMINACIÓN
EN CALIENTE:
El material de partida son lingotes fundidos, de sección cuadrangular,
rectangular y oval. Los lingotes en bruto son laminados para hacer semiproductos
terminados como pueden ser la palanquilla o la pletina o productos terminados
como perfiles o carriles.
La temperatura a la que se trabaja es la de forja por tanto la deformación
no produce acritud y se pueden obtener grandes reducciones de espesor.
Los granos cristalinos sufren una deformación y como durante el
paso por entre dos cilindros el material recristaliza al salir de ellos
el grano es menor, ya que la temperatura no aumenta.
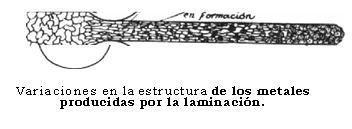
La fluidez del material por la gran presión crea una estructura
fibrosa, eliminándose así las sopladuras y las faltas de
homogeneidad con la consiguiente mejora de las características
mecánicas.
Uno de los inconvenientes es la oxidación superficial que se produce y la inevitable formación de cascarilla lo cual impide operar con pequeñas tolerancias.
LAMINACIÓN EN FRÍO:
Se aplica en aquellos casos en que han de producirse las deformaciones
en un pequeño campo de tolerancia y cuando se desean obtener en
el material las características propias de un tratamiento en frío.
Así como conseguir un acabado superficial más fino.
Al ser un tratamiento en frío, siempre se produce acritud, con
el aumento consiguiente de la resistencia a tracción, rigidez,
dureza a la vez que una disminución de la ductilidad y tenacidad.
Así como en la laminación en caliente se produce variación
en la forma y tamaño de los granos, en frío sólo
hay variación de forma, alargándose en la dirección
de la laminación con la aparición de tensiones internas.
La magnitud de éstas es función de la reducción de
sección que experimenta en cada pasada el material. Las reducciones
pequeñas afectan más a la superficie, mientras que las grandes
al núcleo.
Los resultados obtenidos con la laminación en frío son la
consecución de menores dimensiones, medidas más exactas,
menores tolerancias, mejor superficie libre de cascarilla, aumento de
la resistencia y del límite de fluencia. Se mantiene la fibra continua
y el proceso en sí es más económico que los métodos
de trabajo con arranque de viruta. También algunas fabricaciones
sólo pueden llevarse a cabo en frío porque si las secciones
son muy pequeñas, se enfría muy rápidamente si fuera
en caliente, con lo cual la estructura se modificará en forma perjudicial.
LAMINADORES:
Prácticamente se puede afirmar que todos los metales utilizados
en la industria han sufrido laminación en alguna etapa de su conformado
y como el proceso da lugar a productos muy distintos en la forma y tamaño,
también es muy distinta la maquinaría empleada.
El producto de partida es el lingote, el cual en una primera laminación,
lo transforma en desbaste. Una siguiente laminación transforma
el desbaste en un producto semielaborado, y una laminación final,
en producto acabado.
Todos los procesos de laminación se realizan en una unidad elemental
o en un tren de laminación, formado por el acoplamiento de varias
unidades. La unidad elemental está constituida como mínimo
por un par de rodillos, situados en un bastidor adecuado de manera que
puedan realizar la función de girar, presionar y modificar la distancia
entre sus ejes. A este conjunto se le llama caja.
Como el equipo a emplear depende del tamaño, forma y reducción
del producto final, estos factores serán los que determinen la
unidad de laminación más conveniente.
Al clasificar los laminadores hay que tener en cuenta dos factores:
? su reversibilidad
? su capacidad de reducción de espesores.
Se denomina pasada, al paso del metal a laminar a través de un
par de cilindros.
Se distingue pasada plana, cuando después de una pasada sigue otra
pasada en la misma posición, y pasada de canto, que es la laminación
en sentido del ensanchamiento resultante de la pasada plana, y se consigue
girando el material a laminar 90°.
Los laminadores se denominando de múltiples maneras, según
el material a laminar o los productos terminados, así se pueden
distinguir:
? Trenes de desbastes, pesados, medios y ligeros.
? Trenes de semiproductos, como perfiles, vigas, carriles, barras, alambre
y de chapa.
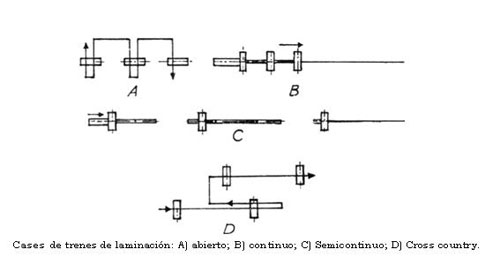
Según
la disposición de los cilindros de laminación se distinguen:
? Tren laminador dúo; que puede ser: Sencillo, Reversible, Irreversible,
Doble dúo y dúo universal.
Todos estos con laminadores de dos cilindros.
? Trenes trío de calibrador y laminador universal trío.
? Trenes de laminación de cuatro cilindros.
? Trenes especiales.
ESTIRADO Y TREFILADO:
Son dos procedimientos de conformación de los materiales dúctiles
que se realizan estirándolos a través de orificios calibrados
denominados hileras. En ambos procesos tiene lugar desplazamiento permanente
de material, producido por fuerzas deformadoras de tracción principalmente,
con el consiguiente alargamiento del material. Se opera como fase intermedia
o como acabado, con perfiles laminados o estruidos y generalmente en frío.
Ambos procesos se reducen en realidad a uno sólo ya que su fenomenología
es la misma y es el estirado, la diferencia estriba en el fin perseguido
y por tanto en su tecnología. En el estirado se pretende sobre
todo efectuar reducciones de sección para conseguir formas o calibres
determinados. En el trefilado el interés se centra en la reducción
de sección, por eso el trefilado requiere más pasadas que
el estirado.
Estirado
y trefilado se distinguen en tres aspectos principales:
1. En la clase de material a que se aplica: ya que el
estirado se aplica a barras de 4 a 6m de longitud y diámetro superior
a 10mm, también a tubos. En cambio, el trefilado se aplica básicamente
a la fermachine (siempre de diámetro inferior a 5mm).
2. En el objeto de la operación: ya que el objeto
del estirado es principalmente, calibrar, endurecer con deformación
o dar una forma determinada a la barra, siendo en este procedimiento el
adelgazamiento del material más que el fin el medio para conseguir
los fines expuestos. Además los aceros estirados mejoran su maquinabilidad
y en cambio en el trefilado se pretende casi exclusivamente un adelgazamiento
del material, siendo su endurecimiento y calibrado, objetivos secundarios.
3. En la realización de la operación: en
el estirado la operación se realiza en una sola pasada, mientras
que en el trefilado se adelgaza el material en varias pasadas.
DESCRIPCIÓN ESQUEMÁTICA
DEL ESTIRADO:
Ya se trate de perfiles, tubos, hilos, etc. se reduce a uno de los
esquemas siguientes:
1. El material en forma de balda se hace pasar por un
conjunto escalonado de matrices, hasta conseguir la forma definitiva.
2. El material en forma de barra maciza o tubo laminado
en caliente, se hace pasar tirando con una fuerza determinada por el orificio
de una matriz o hilera con un diámetro determinado y un ángulo
determinado.
Por la acción conjunta de estas fuerzas tiene lugar una deformación
plástica adoptando el material, el diámetro de la matriz
y alargándose en proporción a la disminución de sección
transversal. Como es un trabajo en frío con grandes reducciones
de sección es lógico suponer que estos no pueden conseguirse
de una sola vez, siendo necesarias varias pasadas para reducciones sucesivas.
La acritud subsiguiente a cada pasada, limita las reducciones de sección
alcanzables. Una vez que se alcanza el límite de deformación
sólo es posible continuar el proceso tras un tratamiento térmico.
La relación de un buen estirado supone que se han de cumplir
las siguientes condiciones de trabajo:
1. Suficiente fuerza y pulimento en la matriz.
2. Ángulo de abertura apropiado. En el estirado
del acero varía entre 8 y 20°.
3. Relación correcta entre los diámetros.
4. Superficie del redondo libre de cascarilla.
5. Utilización de lubricante adecuado, para impedir
el roce directo entre la matriz y el material.
6. Fuerza suficiente.
MATERIALES PARA ESTIRADO:
Deberán ser dúctiles y de una resistencia perfectamente
conocida, para saber en cada momento el máximo esfuerzo aplicable,
sin que surja la rotura.
Los metales más idóneos son los aceros, latones, cobre,
aluminio, magnesio y sus aleaciones.
PRÁCTICA DEL ESTIRADO:
El estirado de barras comprende las siguientes operaciones:
1. Operaciones preparatorias: son el
afilado de la punta de la barra y el decapado. Para poder introducir el
extremo de la barra a través del orificio, deberá reducirse
su sección a un diámetro inferior a la de ésta, en
una longitud de unos 25cm que son necesarios para sujetar la barra a la
mordaza de la máquina. A continuación se da un decapado
empleando soluciones ácidas generalmente sulfúricas al 20%
a una temperatura entre 30 y 60° y después se enjuagan con
abundante agua.
2. El estirado propiamente dicho: que se realiza en los
denominados bancos de estirar, formados por una robusta bancada, con una
cabeza porta hilera, un carro de tracción provisto de una mordaza
para sujetar la barra, y un dispositivo para desplazar el carro. El
órgano fundamental del estirado, es la hilera, cuyo perfil se puede
dividir en cuatro partes:
a. Embocadura de ángulos redondeados.
b. Cono de reducción, compuesto de un tronco de
cono de ángulo en el vértice que varía según
el material.
c. Sección de calibrado que es cilíndrica
y es donde se ajusta bien el diámetro de la barra y se pule su
superficie.
d. Cono de salida, que es otro tronco de cono de ángulo
30°
3. Operaciones de acabado: como el corte, recocido, enderezado
y pulido., son las siguientes;
a. Corte del extremo afilado con una cizalla o una sierra.
b. Recocido contra acritud o normalizado si es un acero.
c. Enderezado.
d. Pulido.
Operaciones preparatorias:
Para poder introducir el extremo de la barra a través del orificio,
deberá reducirse su sección a un diámetro inferior
a la de ésta, en una longitud de unos 25cm que son necesarios para
sujetar la barra a la mordaza de la máquina. A continuación
se da un decapado empleando soluciones ácidas, generalmente sulfúricas
al 20% a una temperatura entre 30°C y 60°C, y después se
enjuagan con abundante agua.
Estirado:
Se realiza en los denominados bancos de estirar, formados por una robusta
bancada, con una cabeza porta hilera, un carro de tracción provisto
de una mordaza para sujetar la barra, y un dispositivo para desplazar
el carro. El órgano fundamental del estirado, es la hilera, cuyo
perfil se puede dividir en cuatro partes:
1. Embocadura de ángulos redondeados.
2. Cono de reducción, compuesto de un tronco de
cono de ángulo en el vértice que varía según
el material.
3. Sección de calibrado, que es cilíndrica
y es donde se ajusta bien el diámetro de la barra y se pule su
superficie.
4. Cono de salida, que es otro tronco de cono de ángulo
30°.
Operaciones de acabado:
a) Corte del extremo afilado con una cizalla o una sierra.
b) Recocido contra acritud o normalizado si es un acero.
c) Enderezado.
d) Pulido.
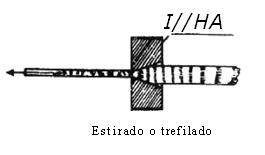
TREFILADO:
Se conoce con este nombre la serie de operaciones que se realizan para
reducir el diámetro de los redondos, laminados previamente en frío
o en caliente. Se consideran tres grupos de diámetros:
? Mayores de 12mm.
? Entre 12 y 6mm.
? Menores de 6mm.
El trefilado propiamente dicho, se considera para diámetros menores
de 6mm. Se aplica para la fabricación de alambres a partir de aceros
al carbono de hasta 1,6% de carbono. Como ejemplos típicos son
los alambres para muelles, cuerdas de pincho, agujas de coser, alfileres,
etc. Con aceros martensíticos se hacen resortes, cercas, redes,
clavos, etc.
También se utiliza mucho el cobre, al latón y el cinc.
Los filamentos de muchas lámparas incandescentes se obtienen de
wolframio trefilado, utilizando matrices de diamante.
PRÁCTICA DEL TREFILADO:
Las operaciones son muy similares a las del estirado, están las
operaciones preparatorias, afilado y decapado, después el trefilado
propiamente dicho y finalmente las operaciones de acabado que son: el
corte, recocido y pulido, y revestimiento superficial.
El trefilado se realiza en máquinas de trefilar, que están
compuestas de tres elementos principalmente:
1. Devanadera; que es donde se coloca el rollo de redondo.
2. Hilera de acero al cromo o de vidia, y para grandes
reducciones de diámetro se emplean las de diamante.
3. Bobina de arrastre, que estira el alambre.
La velocidad de trefilado, depende del material y de la reducción
impuesta, puede llegar hasta los 1500m/min.
Las operaciones básicas de los alambres trefilados, ya que es
una operación de muy alta aplicación en la industria debido
a la extensa gama de productos derivados del alambre se puede citar:
1) Los alambres para ataduras y fabricación de
muelles.
2) Alambres conductores de cobre, aluminio, bronce, acero
galvanizado.
3) Cables trenzados.
4) Clavos y tornillos.
5) Telas metálicas.
6) Agujas y alfileres.
7) Ejes de aparatos de medida, ejes para relojería
, radios de bicicleta.
8) Filamentos de lámparas eléctricas, etc.