.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
TECNOLOGÍA DE LA FUNDICIÓN:
TECNOLOGÍA
DE LA FUSIÓN:
Durante la fusión se debe realizar un control riguroso de la composición
de la atmósfera del horno y de la escoria, si es necesario se adicionan
los elementos de aleación precisos y se eliminan impurezas indeseables.
En ocasiones antes de la colada se agregan inoculantes para afinar el
grano o modificar la estructura metalúrgica a fin de obtener mejores
características mecánicas.
Una vez que se ha elegido el horno más adecuado se funde en primer
lugar el metal con mayor temperatura de fusión, y cuando se ha
alcanzado la temperatura suficiente se le van adicionando en proporción
adecuada los restantes elementos o aleación madre previamente calentados
o fundidos en un crisol aparte. En este periodo, la aleación puede
disolver los gases de la atmósfera del horno, reaccionar con ellos,
o también con los materiales del crisol, por eso, aun empleando
materias puras es casi inevitable que las aleaciones estén impurificadas
con gases disueltos, elementos no gaseosos disueltos y óxidos e
inclusiones en suspensión.
Por
esto las aleaciones antes de colarlas se someten a los siguientes tratamientos:
1.- REFINADO: Su misión
es eliminar las impurezas indeseables de la aleación liquida. Se
emplean los flujos de fusión que actúan protegiendo, desoxidando
o desgasificando el baño. Estos flujos deben tener las siguientes
propiedades:
a) Poseer una temperatura de fusión inferior a
la de la aleación.
b) Protegerla contra la oxidación del aire y de
la humedad.
c) Eliminar los óxidos que se forman en la superficie
y en el interior, y también los gases disueltos o
combinados.
d) No deben introducir elementos extraños ni eliminar
los de la aleación.
e) Deben poder separarse fácilmente del metal
y no sean higroscópicos.
2.- PROTECCIÓN:
Los metales fundidos se protegen de los gases que les rodean mediante
sales fundidas que flotan en la superficie.
3.- DESOXIDACIÓN:
Los óxidos se eliminan de la masa metálica mediante agentes
reductores cuya afinidad por el oxígeno es mayor que la de los
elementos de la aleación. Los óxidos que se formen han de
ser menos densos que la aleación para que se decanten y reaccionen
con la escoria.
4.- DESGASIFICACIÓN:
Salvo las aleaciones fundidas en hornos con cámara de vacío,
las demás contienen mayor o menor cantidad de gases disueltos que
si no se eliminan antes de la solidificación originan poros. El
más peligroso y difícil de eliminar es el hidrógeno.
La desgasificación puede efectuarse:
a. Por enfriamiento lento hasta las proximidades del
sólidus, seguido por un calentamiento rápido hasta la temperatura
de colada.
b. Por oxidación deshidrogenante.
c. Mediante flujos que liberan gases no solubles como
nitrógeno, cloro y gases nobles que arrastran consigo al hidrógeno.
Los flujos pueden estar formados por sales volátiles como son cloruros
y fluoruros, que al descomponerse dejan en libertad gases que arrastran
al hidrógeno. También pueden ser compuestos orgánicos
como el hexacloroetano o el hexaclorobenceno, o gases como el cloro y
el aire.
5.-INOCULACIÓN:
Se efectúa por lo general al final de la fusión y antes
de la colada, mediante la adición de inoculantes que hacen variar
la microestructura de la aleación solidificada. Pueden
producir los siguientes efectos:
a) Afinar el grano.
b) Favorecer la grafitización.
c) Alterar la forma de grafito en las fundiciones haciendo
que adopte una forma esférica dando lugar a un tipo de fundición
de alta resistencia y plasticidad conocida como fundición dúctil
o de grafito esferoidal. Esto se consigue adicionando pequeñas
cantidades de magnesio o cério en forma de ferroaleaciones.
COLABILIDAD:
Aun cuando los conductos del sistema de distribución estén
perfectamente diseñados, existe la posibilidad de que el metal
comience a solidificar antes de haber llenado por completo al molde, sobre
todo en sus partes más delgadas. Para que esto no suceda, la aleación
debe tener una colabilidad adecuada, entendiéndose por tal su mayor
o menor aptitud para llenar por completo la cavidad del molde. Será
función de la cantidad de calor que puede perder el metal antes
de solidificar y en consecuencia de la temperatura de sobrecalentamiento,
depende también de las condiciones de enfriamiento del metal en
el molde y de la velocidad de la colada.
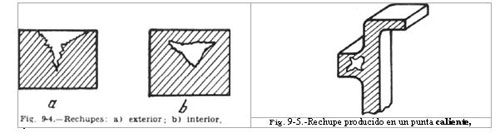
RECHUPADOS:
Se origina por el enfriamiento desigual del metal en el molde, consisten
en una cavidad o rechupe que se sitúa en la zona que solidifica
en último lugar.
DESMOLDEO:
Esta es la operación en virtud de la cual las piezas una vez frías
se extraen del molde, la duración del enfriamiento depende de la
naturaleza del molde y del volumen del metal colado. En piezas muy voluminosas
coladas en arena pueden tardar varios días, por ejemplo un pieza
de un eje de un motor marino de 30 toneladas puede tardar hasta 8 días
en enfriarse y no debe desmoldearse antes de lo debido pues se podría
romper como consecuencia de las tensiones que origina el enfriamiento
rápido al aire libre de piezas pequeñas coladas en coquilla
solidificarán rápidamente y se desmoldean con suma facilidad
bastando con abrir la coquilla y extraer la pieza.
El desmoldeo de piezas coladas en arena es un trabajo penoso e insalubre
debido a la cantidad de polvo de sílice que se desprende y por
lo tanto hay peligro de silicosis. Debe efectuarse en locales muy bien
ventilados con extractores de polvo y a ser posible humedeciendo la arena,
los obreros deben usar mascarillas antipolvo. Esta operación se
puede realizar por varios procedimientos desde la separación normal
en los talleres no mecanizados hasta el empleo de las instalaciones automáticas
en los mecanizados, en estos últimos se suelen emplear máquinas
vibradoras que constan esencialmente de una parrilla muy robusta sometida
a vibración mecánica o neumática encima de la cual
se colocan las cajas de moldeo, después del enfriamiento y por
efecto de la vibración la arena se desprende y cae a través
de las barras de la parrilla sobre una cinta transportadora situada debajo
que la recoge y lo envía a una sección de recuperación.
Las piezas y las cajas casi exentos de arena quedan retenidas encima de
la parrilla.
También existen máquinas de extracción por sacudidas
que constan de una parrilla muy robusta sometida a percusión por
elevación y caída desde una cierta altura sobre un soporte
rígido, bajo cuyo efecto las arenas de la caja situadas encima
se desmoronan y cae a través de barras que retienen las cajas y
las piezas, también está provista de una cinta transportadora.
DESARENADO:
Es la operación en virtud de la cual después del desmoldeo
se retira de la superficie de la pieza cualquier trozo de arena u otras
impurezas que hayan podido quedar adheridas. Para ello se suelen emplear
cepillos de alambre si son pocas piezas y pequeñas. Tambores o
cubas de frotación que se usan también para piezas pequeñas
y que consisten en un tambor giratorio dentro del cual se introducen las
piezas junto con pequeñas estrellas de puntas de fundición
blanca y al girar el tambor se desprende la arena por frotación
y las piezas quedan completamente limpias. También se utilizan
chorros a presión de aire, de agua o de bolitas de acero.
DESBARBADO:
Mediante esta operación se eliminan de las piezas los canales de
colada, las mazarotas (recargador de metal fundido) y las rebabas de las
juntas, para ello se utilizan los más diversos métodos como
pueden ser la utilización de limas, cizallas, sierras, muelas de
esmeril, sopletes, etc.
PIEZAS DESMOCHADAS:
Si no se toman las debidas precauciones durante el desmoldeo y el desbarbado
puede romperse los conductos de colada y arrancarle un trozo a la pieza
dejándola inservible.
ESTABILIZACIÓN O ELIMINACIÓN
DE TENSIONES EN LAS PIEZAS MOLDEADAS:
Aun tomando las debidas precauciones la mayor parte de las piezas fundidas
después de enfriarlas están sometidas a tensiones, por tanto
antes de mecanizarlas se debe someter a las piezas a un tratamiento de
estabilización o recocido contra tensiones consistente en calentarlas
lentamente hasta una temperatura adecuada en función del material,
durante 4 ó 5 horas seguido
de un enfriamiento lento. En las piezas de calidad elevada se suele dar
un segundo tratamiento después del mecanizado principal y antes
del acabado final, también se puede conseguir la estabilización
natural dejando que las piezas envejezcan a la intemperie durante 1 ó
2 años pero esto no es rentable.
INCLUSIONES:
Son partículas extrañas procedentes de las impurezas que
inevitablemente se encuentran en el metal en el momento de la colada o
que pueden accidentalmente incorporarse a ella. Producen discontinuidades
en la masa metálica afectan a las características mecánicas.
Suelen ser óxidos, silicatos, sulfuros, trozos de refractario.
GOTAS FRÍAS:
Se originan normalmente en la colada directa o cuando las gotas que salpican
se oxidan y solidifican bruscamente. Si al caer en la aleación
líquida la temperatura de ésta no es lo suficientemente
elevada para refundirlas quedan aprisionadas en la masa en forma de gotas
frías, si quedan al descubierto durante el mecanizado deterioran
las herramientas de corte por su elevada dureza.
INSPECCIÓN DE LAS PIEZAS FUNDIDAS:
Los métodos más corrientes son:
a) Examen visual:
se debe realizar inmediatamente después del desmoldeo para
evitar gastos de limpieza en piezas con defectos visibles.
b) Control de dimensiones:
con calibres especiales si la serie es grande o en una
mesa de trazado si es pequeña.
c) Prueba de sonoridad:
Se efectúa golpeando con un mazo de madera la pieza colgada de
un gancho y por el sonido que emite se sabe si la pieza está rota
o no.
d) Ensayos no destructivos:
Se utilizan métodos de partículas magnéticas, líquidos
penetrantes, rayos X y ultrasonidos.
e) Examen metalográfico:
Para determinar el tamaño del grano y las microporosidades.
f) Ensayos mecánicos:
Como pueden ser dureza, tracción, flexión, fatiga, etc...
g) Análisis químico:
Para ver si la composición se ha mantenido dentro de los
límites deseados.
h) Acabado superficial:
Valorando el mismo con el rugosímetro.