.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.
.::Tecnología Mecánica::.
.:.La mejor web para la ingeniería electromecánica, técnico industrial y sus aplicaciones.:.

Búsqueda personalizada
26.
¿Cómo se realiza la medición del acabado superficial?
Definir línea media (LM) y línea central (LC).
La medición del acabado superficial se puede realizar por procedimientos
ópticos, neumáticos y electromecánicos.
El palpador sigue el perfil real y el transductor convierte sus desplazamientos
en señales eléctricas que tras ser procesadas proporcionan
el perfil efectivo y otros parámetros de acabado superficial.
El movimiento del palpador se recoge en el eje X, mientras que el movimiento
del palpador en dirección perpendicular registra las desviaciones
existentes en el perfil efectivo.
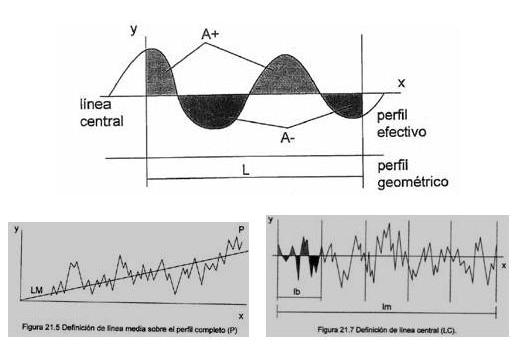
En el sistema M, adoptado por UNE e ISO, se considera como línea
de referencia la línea media o promedio.
- La línea media (LM) se define sobre
una cierta longitud de la proyección horizontal del perfil y se
calcula de manera que la suma de los cuadrados de las distancias de los
puntos del perfil efectivo a dicha línea sea mínimo.
- La línea central (LC) se define
sobre una cierta longitud l de la proyección horizontal del perfil
y se calcula de manera que la suma de las áreas encerradas por
arriba de la línea central y por debajo del perfil efectivo sea
igual a la suma de las áreas encerradas por encima del perfil efectivo
y por debajo de la línea central. Además, la línea
central debe ser paralela a la dirección general del perfil.
27.
Definir: longitud básica de muestreo, longitud de medición
o evaluación, longitud de exploración, longitud de entrada,
longitud de salida.
Son variables relacionadas con el sistema de referencia
en la medición del acabado superficial:
- Longitud básica de muestreo (lb): Longitud
medida sobre la proyección horizontal del perfil sobre la cual
se evalúa un determinado parámetro de rugosidad. Existen
una serie de valores normalizados (en mm):
0,08; 0,25; 0,8; 2,5; 8; 25 (por defecto se toma 0,8)
- Longitud de medición o evaluación
(lm): Longitud medida sobre la proyección horizontal del
perfil, a lo largo de la cual se registran los desplazamientos del palpador.
- Longitud de exploración (le): Longitud
total recorrida por el palpador, medida sobre la proyección horizontal
del del perfil
le = lm + lv + ln
- Longitud de entrada (lv): Longitud inicial
que recorre el palpador sin efectuar medidas al comienzo de la carrera
de exploración. Se emplea para ajustar filtros y velocidad de exploración.
- Longitud de salida (ln): Longitud que recorre
el palpador sin efectuar medidas al final de la carrera de exploración.
28. Parámetros de Rugosidad: ¿Qué
son? Citar y enunciar alguno de los parámetros más frecuentes
(Rti, Ry, Rz, Rpm, Ra, Rq).
Los parámetros de rugosidad son expresiones por las que se obtienen
uno o varios valores numéricos que cuantifican al perfil efectivo
respecto a una determinada característica geométrica.
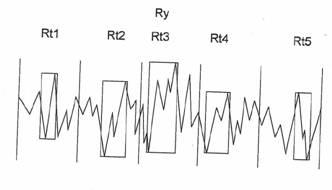
- Rti Profundidad del perfil en una longitud básica
(ISO 4287/1). Es la máxima distancia entre pico y valle
en una longitud básica. Se trata de un parámetro no promediado
en altura (PNY).
- Ry Profundidad máxima del perfil (ISO 4287/1).
Es la mayor distancia pico-valle de todas las longitudes básicas.
Se trata de un parámetro no promediado en altura (PNY).
-
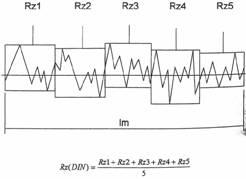
Rz Amplitud media (ISO 4287/1 DIN 4768).
Rz(DIN) representa la media de las distancias máximas pico-valle
obtenidas en cada una de las longitudes básicas en las que se divide
la longitud de medida. Se trata de un parámetro de baja premediación
en altura (PBY).
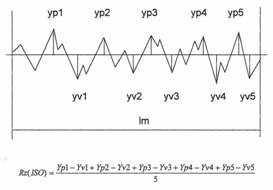
Rz(ISO)
representa la media de las distancias entre los 5 picos más
elevados y los 5 valles más profundos.
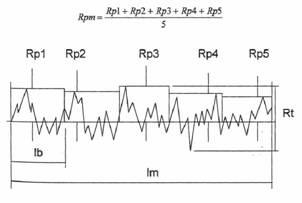
- Rpm Profundidad de nivelación (ISO 4287/1). Es la medida de 5 profundidades de nivelación (distancia entre el pico más elevado hasta la línea media), determinadas en cada una de las longitudes básicas. Se trata de un parámetro de baja premediación en altura (PBY).
-
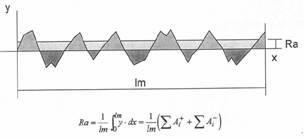
Ra Rugosidad Media Aritmética (ISO 4287/1 DIN 4768). Es el promedio
aritmético de las desviaciones del perfil de rugosidad desde la
línea central a lo largo de la longitud de evaluación lm.
Se define mediante la expresión:
Es el parámetro que incorporan prácticamente la totalidad
de instrumentos de medida actuales. Se trata de un parámetro de
premediación alta en altura (PAY).
En
nomenclatura anglosajona: CLA (Center Line Average) o AA (Arithmetic Average)
y se expresa en µinches.
Como no es posible alcanzar un grado de rugosidad en la mecanización
y basta con una aproximación suficiente se definen las clases de
rugosidad con base en los valores de Ra.

- Rq Rugosidad media cuadrática (DIN 4761/1). Es el promedio cuadrático de las desviaciones del perfil de rugosidad desde la línea media a lo largo de la longitud de evaluación lm.
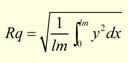
En la literatura anglosajona se suele designar como RMS ( Root Mean Square)
y se expresa en µinches.
29.
Cita los procedimientos que conozcas para el control de la rugosidad superficial:
verificaciones elementales, procedimientos mecánicos, ópticos
y eléctricos.
El control de la rugosidad superficial puede ser de tipo cualitativo (verifica
que se ha alcanzado una determinada rugosidad sin determinar su valor)
o cuantitativo (mide el valor de la rugosidad).
Los procedimientos el control de la rugosidad superficial son básicamente cuatro:
Verificaciones elementales: Se realizan a simple vista o palpando, alcanzándose una precisión de 1 µm, que puede aumentar si se utilizan las llamadas ?probetas testigo?. El ojo distingue mejor las diferencias relativas, por lo que la medición mejora si se sitúa la pieza sobre una hoja con un dibujo que sirva de guía. Para ejes o agujeros se pueden utilizar patrones con la forma de los mismos dotados de palpadores de Cu. Las lupas estereoscópicas o microscopios facilitan la labor en superficies planas.
Procedimientos mecánicos: Todos están basados en el principio del fonógrafo. Otro procedimiento mas sencillo es con una palanca, registrándose la lectura amplificada.
Procedimientos ópticos
- por reflexión: se hace incidir un haz de rayos paralelos sobre un prisma apoyado en la pieza; algunos rayos se van a reflejar y otros no. El resultado será una imagen con franjas claras (correspondientes a las concavidades) y franjas oscuras (convexidades).
- Por interferencia: un foco proyecta rayos sobre una superficie de referencia y a la vez sobre la pieza, de manera que al rebotar en ambas se suman o se restan. Los rayos reflejados forman dos imágenes que interfieren entre si, dando lugar a franjas claras y oscuras. Para evaluar la rugosidad se suele comparar el resultado con un patrón.
Procedimientos eléctricos: a través de un condensador (formado por un electrodo, la pieza y un gel dieléctrico) se evalúa la variación de la tensión como medida de rugosidad.
30. ¿Se puede alcanzar cualquier
tolerancia y acabado superficial en todos los procesos de manufactura?
Razonar la respuesta.
Cada proceso de manufactura es capaz de producir una pieza con un acabado
superficial e intervalo de tolerancia sin que ello suponga un desembolso
extra. Pero debe haber una relación entre ambos factores. Así,
acabados más estrictos no implicarán incrementos de coste
cuando las tolerancias no exijan una secuencia de procesos y máquinas-herramienta
de capacidad limitada. Las tolerancias deben estar dentro del intervalo
obtenible por medio del proceso de manufactura proyectado, para evitar
operaciones de acabado separadas.
31. ¿Qué se entiende por Sistema
Productivo?
Conjunto de elementos cuya interacción nos proporciona un determinado
bien.
El sistema productivo está formado por:
*El medio ambiente.
*El resto de sistemas productivos.
*La sociedad de consumo.
INPUTS
![]() SISTEMA PRODUCTIVO
SISTEMA PRODUCTIVO ![]() BIEN
BIEN
En
un SP no sólo se obtienen los productos buscados sino que también
se generan residuos.
Los residuos pueden ser reciclables y pasar a ser materia prima de otro
SP, o ser contaminantes.
Un SP puede intervenir dentro de otro SP (subcontratación).
Existen SP que suministran recursos al resto de los sistemas (eléctricas).
La sociedad de consumo proporciona mano de obra a los sistemas productivos.